


下面就让我们 起来欣赏吧:
T型槽径向宽度5mm,高度2mm,共6个槽,T型槽平台,每个槽与槽的间隙2mm.
这个程序好做,主要就是定制好刀具。
先我们把刀具定制好:
T型刀的直径25mm,颈部直径12,长度2mm,再进入刀柄设置,刀柄直径25mm,刀柄长度2mm,入夹持器设置,需要添加多个夹持器:
T型槽平台:夹持器1下直径12mm,长度2MM,上直径12mm。夹持器2下直径25mm,长度2MM,上直径25mm。
后面依次类推,想要多几个刀片,就多添加几个夹持器。(注:此做法,只是让刀具直观的在程序中显示出来。如果比较懂的话,就不需要这样设置)具体请看下图:
接下来我们就做程序:
我们采用“平面铣” ,走线方式,边界只需要选 根部的内侧边界线,底面选择下面的T型槽底面,用轮廓加工方式,步距用恒定的,每刀往内测进刀0.5,下面多附加几刀就行了(具体附加多少刀?根据T型槽的径向宽度和内测进刀而定)
在CNC加工 上进行T型槽加工相对于普通铣床,可能成本大,加工效率不高,且容易造成T型刀折断,因为程序控制CNC机器是没有手感的,你懂的啊。但是CNC加工 加工出来的T型槽位置准确,精度光滑度很好,而且很减少了装夹次数和搬运次数,因此T型槽加工在CNC加工当中被广泛使用。
铸铁T型槽平台:T型刀的材质分为高速钢和合金,合金比高速钢耐磨耐高温,当然价格也是比高速钢贵的,你懂的啊。
加工材料45号钢,以每刀吃0.2mm为例,合金T型刀的转数 般给1000,进给400,高速钢600,进给250,这些参数仅供参考,因为影响的因素很多,也可以问问模具车间的师傅,或者是问问厂家参考 下.
UG NX加工设置参数:适合用2D加工
1.切削模式选择轮廓
2.步距选择恒定
3.附加刀路等于T槽深度除以每刀吃刀深度
4.主轴转速1000,进给率400,进刀和退刀跟进给 样的速度
5.进刀和退刀长度等于刀具直径60
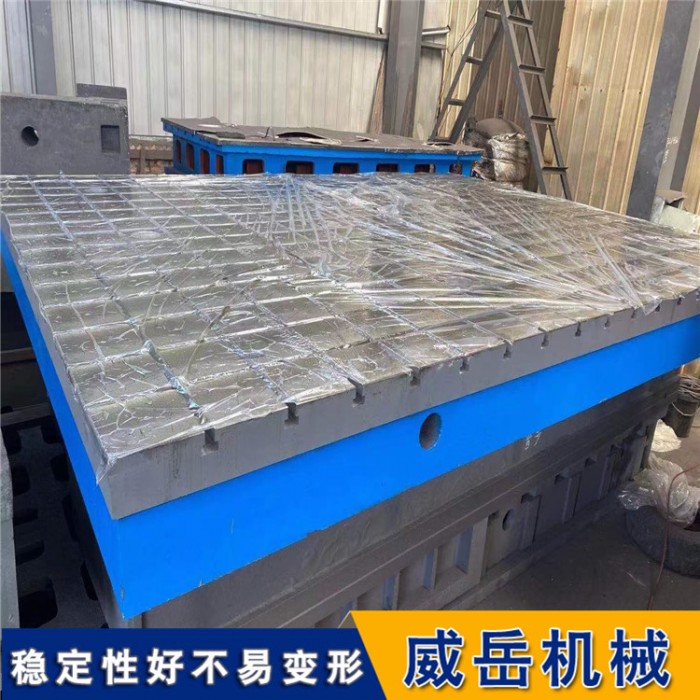
铸铁T型槽平台使用高强度铸铁HT200-300 工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年),T型槽平台的工作面采用刮削工艺,T型槽平台工作面上可加工V形、T形、U形槽和圆孔、长孔等,可用来固定动力机械设备。使用该产品的精度稳定,耐磨性能好。铸铁T型槽平台工作面加工有T型槽,主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平面。
咨询服务热线400-7659868 0317-2081839 0317-2081836
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 王女士13231713280 竭诚为您服务!